李志华,金秋华,宫莉莉(青岛科技大学机电工程学院,山东青岛266061)
摘要:介绍了在气力输送系统中炭黑的破碎机理,分析了炭黑破碎率的影响因素,指出炭黑品种,炭黑的堆积密度、压碎强度和不同粒径质量分布等物性,输送管道长度及其布置、输送压力和炭黑输送速度等工艺参数是影响炭黑破碎率的主要因素,并通过实验结果进行了论证。
关键词:炭黑;破碎率;气力输送
中图分类号:TQ 022·3文献标识码:A文章编号: 1000-1255(2008)03-0165-04
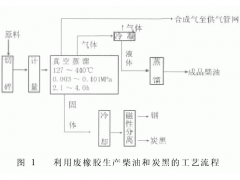
炭黑作为一种填充剂主要用于增强橡胶,改善橡胶的性能如应力、拉伸强度、撕裂强度、硬度等,并以此提高橡胶制品的质量。炭黑对橡胶的增强作用主要与炭黑的用量、结构、粒径和油含量以及表面活性有关。Veith等[1-3]研究表明,粒径是炭黑最重要的性能之一。炭黑破碎率是指炭黑进入炼胶过程时其粉末含量百分比。炭黑的粒径大于125μm称为粒,粒径小于125μm称为粉。粉末含量高的炭黑不但会延长混炼周期,降低生产效率,更重要的是会影响炼胶质量。炭黑破碎率越低,越有利于提高炼胶质量。由于炭黑在进入密炼机炼胶之前,通常需要通过气力输送系统将其输送到指定位置,然后进行称量和投料,因此,分析炭黑在气力输送系统中的破碎机理,以及不同品种炭黑、不同输送工艺参数对炭黑破碎率的影响,是降低炭黑破碎率的研究重点。
由于影响气力输送炭黑过程的因素很多,如炭黑的品种、物性、几何形状和尺寸分布,输送压力、速度,管道几何尺寸、管道布置及管道材质等,因此,进行准确计算是不太可能的。但是通过综合分析和实验验证,确定影响气力输送过程中炭黑破碎率的主要因素及其问题解决的方案,用其指导炭黑气力输送设计和调试及正确使用,是非常有现实意义的。
1 炭黑破碎机理
从颗粒在输送气流中的运动形式来看,颗粒由于彼此尺寸和质量存在差异,使其受到的空气阻力不同,颗粒的运动速度大小和方向都发生变化,引起颗粒间产生明显的速度之差,彼此产生摩擦和碰撞[4]。即使是尺寸、质量、形状完全相同的炭黑颗粒,运动时处于不同的管道位置,其轴向速度、径向速度和周向速度均有差异,颗粒也会相碰,从而引起炭黑的破碎。
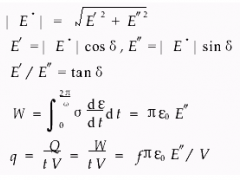
从能量的角度分析,输送炭黑时,粒子(粒子质量为M,速度为U)的动能为1/2MU2,当炭黑粒子与管壁或罐壁发生碰撞时,速度降低造成能量损失,产生的应力正比于粒子产生的能量损失。当应力超过炭黑粒子压碎强度时,即发生破碎;否则不会发生破碎。因此,影响炭黑破碎率的主要因素为输送速度、粒子质量、料气混合比和粒子压碎强度。
2 炭黑破碎率的主要影响因素
2·1 炭黑品种
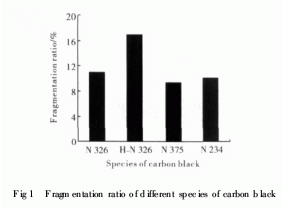
在同一气力输送系统及相同的输送工艺参数下输送炭黑,炭黑品种不同,其破碎率不同。图1为不同品种炭黑在相同输送条件下的实验结果。可以看出,不同品种炭黑的破碎率有很大的区别。
2·2 炭黑物性
2·2·1 堆积密度
不同厂家生产炭黑的堆积密度存在一定的差异,放置时间的长短也会影响炭黑的堆积密度。放置时间越长,炭黑吸收水分,其堆积密度增大,造成输送阻力变大,输送变得困难。因此,对于堆积密度大的炭黑,为了避免输送管路堵塞,需要较大的输送压力和消耗较多的空气量。输送压力的提高和空气量的增大,使得料气混合比下降,输送速度提高,增大了炭黑颗粒之间的碰撞力和炭黑与输送管内壁的摩擦力,导致炭黑破碎率增大。
2·2·2 压碎强度
在输送距离、管道布置和输送参数相同的条件下,炭黑粒子的压碎强度越大,输送后其破碎率的增量就越小。为了保证输送后的炭黑破碎率小于5%,对于输送距离大于100 m的气力输送系统,炭黑粒子的压碎强度应大于25 g;若输送距离小于100 m,炭黑粒子的压碎强度也不得低于22~24 g[5]。
2·2·3 粒径分布
粒径分布对破碎率的影响主要是基于强度的尺寸效应,即材料强度的测定值随着颗粒的大小而变化。颗粒越小其强度测定值越大,越不易在输送中发生破碎。因为颗粒越大其包含缺陷的可能性也越大,裂纹也可能较多。在相同低速密相气力输送系统中,炭黑N 660和炭黑N 234在输送前后的不同粒径大小的质量分布分别如图2和图3所示。可以看出,不同粒径的炭黑输送前后的质量分布变化较大,当炭黑粒径为0·425 mm左右时,颗粒对输送后破碎率的贡献最大。一般来说,粒子直径为1 mm左右、粒子分布均匀的球形颗粒炭黑容易输送,输送后的破碎率也小。

另外,由于炭黑具有吸湿性,若其在大气环境中存放时间过长,容易结块,不但会影响正常输送和输送效率,还会增加输送后管道内的残余量。因此,为了实现正常输送,必须提高输送压力和输送速度,必然引起炭黑的破碎率增大;同时,为了去除输送管道内的残余炭黑,必须加大清扫力度,也增大了炭黑的破碎率。
2·3 输送系统参数
2·3·1 输送管道长度及其布置
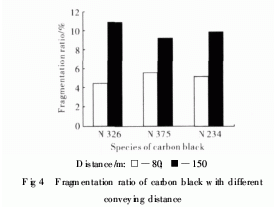
输送管道的长度及其布置决定输送阻力的大小和炭黑粒子与管壁发生碰撞、摩擦的几率,是影响炭黑破碎率的主要因素之一。输送管道越长,用的弯管越多,产生的阻力越大,需要的输送压力就越高,从而增大了炭黑的破碎率;输送管道直径大,输送能力大,与管壁摩擦碰撞的炭黑量会减少,产生的粒子破碎率会下降。在正常输送时,为了减小炭黑粒子的破碎率和输送管道的磨损,要求输送管道出口处炭黑的流动速度尽量小,即控制进入管道中的空气量,实现低速输送。对不同品种的炭黑自动设定不同的比例调速阀和比例调压阀,以提供不同的供气量和输送压力是比较好的办法。在设计气力输送管道时,尽量采用短距离输送。由于炭黑经过弯头时,炭黑粒子对弯头内壁产生的冲击加大,炭黑的破碎比直管段破碎的可能性要高得多,故应尽量少用弯头,且弯头的曲率半径应大于输送管道内径的4倍;选取管道的内壁应光滑,使其与阀门的连接光滑过渡,避免产生过大的输送阻力。如气动控制阀门应选取气动球阀或气动两位分配阀。图4是在输送管道总长度分别为80m和150m的条件下,不同品种炭黑输送后的破碎率。可以看出,当管道总长度为150 m时,输送后炭黑的破碎率远大于管道总长度为80m时的破碎率,同时不同品种炭黑的破碎率也存在差别。
2·3·2 输送压力
输送压力是气力输送系统极其重要的参数。实验采用密相低速气力输送系统,其压力包括发送罐憋压压力、主管压力和辅管压力。在实际操作中,通过自动控制系统调节比例调压阀和监控输送系统中压力传感器的压力变化来自动调节压力参数[6]。
整个输送过程可以看作是等温过程,通过等温空气状态方程可得到输送空气的末端速度(V)为:V=(P1/P0)V1, (1)
式中:V1为输送空气的初始速度,即是发送罐出料弯头压力下的气体速度;P0为输送末端的绝对压力,即外界环境大气压;P1为发送罐出料弯头的初始绝对压力。
当空气的初始速度一定时,初始压力和末端压力相差越大即压降越大,空气的末端速度就越大,因此在管道的末端特别是弯头处,高速运行的颗粒对弯头的冲击加大,不但加快了其对输送管道,特别是弯头内壁的磨损,重要的是,会造成炭黑粒子破碎率的提高。另外,如果气力输送过程是稳定的,则管道上各点的压力从输送开始至结束均是平稳下降、波动较小,炭黑的破碎率减小;如果管道上各点的压力波动很大,这就说明在气力输送过程中,炭黑在管道内以不稳定的沙丘状运动,造成颗粒间的碰撞次数增加,炭黑的破碎率增大。若发送罐设定压力过高时,将会出现这种不稳定的沙丘状运动,但如果发送罐设定压力过低,就会导致稀相输送,不仅消耗的空气量增加,还会使输送能力降低。通过实验分析得出,对于输送距离为80m的密相低速输送系统,理想的压力参数分别为:发送罐设定压力0·10 MPa、主管压力0·30MPa、辅管压力0·35MPa。
2·3·3 炭黑输送速度
由于气力输送系统是非稳态系统[7],炭黑输送速度不稳定,因而炭黑的输送速度对其破碎率的影响很大。由于不同品种的炭黑其物性有差异,所以在相同输送条件下输送不同品种炭黑时的输送速度差异很大。为了使不同品种炭黑均能够自动地以较大料气混合比、较低的并且是较稳定的输送速度进行输送,应采用比例调速阀自动调节,使不同品种的炭黑以不同的空气用量进行输送,达到最佳输送状态。输送速度越低越有利于降低炭黑的破碎率,这和输送能力存在一定矛盾,同时又极有可能造成输送管路的堵塞,因此在实际输送过程中存在一个最佳的炭黑输送速度。对于管道总长为80m的气力输送系统,其末端输送速度以7~9 m/s为宜。
3 结束语
在气力输送过程中炭黑粒子的破碎问题已经引起橡胶界的广泛关注。炭黑的破碎率与炭黑的输送能力、输送耗气量、输送的可靠性、输送的环保指标,同样是衡量气力输送系统设计技术水平的重要指标之一。通过实验分析炭黑的物性对其破碎率的影响,以及炭黑在气力输送过程中的破碎机理,对气力输送系统的优化设计,提高系统的使用性能,从而提高橡胶制品的质量具有相当重要的意义。