周扬波1,贾志欣1,贾德民1,陈玉坤1,古 菊1,王跃林2(1.华南理工大学材料学院高分子系,广东广州510641;2.广州吉必时科技实业有限公司,广东广州510510)
[摘要]研究了改性或未改性气相法白炭黑和粘合剂RH对丁苯胶/气相法白炭黑纳米复合材料微观结构及力学性能 的影响。改性气相法白炭黑比未改性气相法白炭黑对丁苯胶具有更好的补强性能,提高了纳米复合材料的模量和强度。与单独添加改性气相法白炭黑体系相比,粘合剂RH和改性气相法白炭黑的复合使用进一步提高了纳米复合材料的力 学性能,拉伸强度和撕裂强度分别提高64%和33%。扫描电子显微镜的表征结果显示,改性气相法白炭黑的分散性优于未改性气相法白炭黑。回弹性及压缩屈挠实验分析结果表明,添加粘合剂RH可提高纳米复合材料的回弹性。
[关键词]气相法白炭黑;丁苯胶;纳米复合材料;微观形态;力学性能
[文章编号]1000-8144(2005)08-0782-04 [中图分类号]TQ325 [文献标识码]A
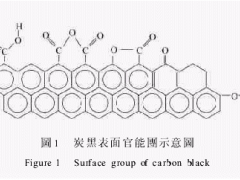
气相法白炭黑是一种粒径小(7~40nm)、比表 面积大、SiO2含量高的纳米粉体,在橡胶和塑料的 补强、控制高分子溶液的流变性能等方面有着广泛 的应用。由于其表面极性高、表面呈亲水疏油性,应用于高分子材料时要经过表面改性,减少其表面 羟基的数量。气相法白炭黑的制备、改性和应用已 经成为一个热点,引起了国内外学者的广泛 关注。
本工作将未改性气相法白炭黑和采用有机改性 剂Si69改性的气相法白炭黑应用于丁苯胶(SBR) 中,试图使气相法白炭黑在SBR中良好分散,提高 气相法白炭黑和SBR的结合力,从而提高纳米复合材料的力学性能和压缩屈挠性能。
1 实验部分
1.1 原料
SBR:牌号为1502,中国石油兰州化学工业公 司;气相法白炭黑:比表面积为150m2/g,广州吉必 时科技实业有限公司;其它原料均为市售工业品。
1.2 试样的制备
1.2.1 改性气相法白炭黑的制备
在气相法白炭黑中加入有机改性剂Si69,在水 浴80℃下搅拌2h,搅拌转速为300r/min,然后在 120℃下烘2h,备用。
1.2.2 橡胶的塑炼和混炼
橡胶的塑炼和混炼在上海橡胶机械一厂生产的 XK-160双辊开炼机(152mm×305mm)上进行, 水冷却,滚筒辊速比为1.00∶1.42,逐步加入硬脂 酸、ZnO、气相法白炭黑、粘合剂RH、硫磺,混炼均匀后薄通6~8次,下片,放置24h,并在平板硫化机上 硫化试样,硫化温度为170℃,硫化时间采用台湾优 肯科技公司的UR2010型无转子硫化仪测定。
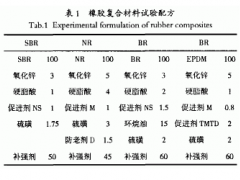
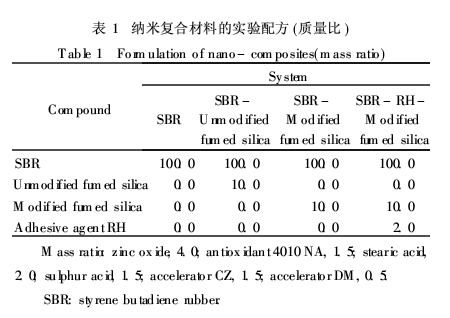
1.2.3 实验配方
实验配方见表1。
1.3 分析测试
1.3.1 力学性能
按照GB528—92方法,采用上海化工机械四 厂的DXLL-2500型拉伸电子拉力机测定试样(试 样分为哑铃形和直角形)的拉伸性能和撕裂强度, 拉伸速率为500mm/min。按照GB528—92方法, 采用上海化工机械四厂的XY-1型橡胶硬度计测 定纳米复合材料的邵尔A(ShoreA)硬度。
1.3.2 交联密度的测定
将质量为m0的试样在正己烷溶液中于25℃下 浸泡至溶胀平衡,溶胀后试样的质量为m1,用式(1) 计算纳米复合材料的表观交联密度(ρ)。
其中,ρr为生胶的密度, g/cm3;ρs为溶剂的密度, g/cm3;w为配方中生胶的质量分数。
1.3.3 抽提实验
在分析天平上准确称取1g左右的试样(精确 到0.1mg),用滤纸包好,置于索式抽提器中,在 80℃的水浴中用正己烷作为溶剂抽提至平衡。按 式(2)计算抽出率(Ex)。
其中,m2为试样抽提前的质量, g;m3为试样抽提后 的质量, g。
1.3.4 扫描电镜(SEM)分析
采用德国里奥公司LEO-1530VP型扫描电子 显微镜观察气相法白炭黑在纳米复合材料中的分散 情况。纳米复合材料在液氮中很脆、易断,断面喷金 后观察气相法白炭黑的分散情况。
1.3.5 回弹性分析
采用高铁公司GT-7042-RE回弹仪进行纳米复合材料回弹性的测试。
1.3.6 压缩屈挠实验
采用上海化工机械四厂的YS-25压缩疲劳试验机按照GB /T1687—93方法进行橡胶压缩疲劳温升的测试。
2 结果与讨论
2.1 力学性能
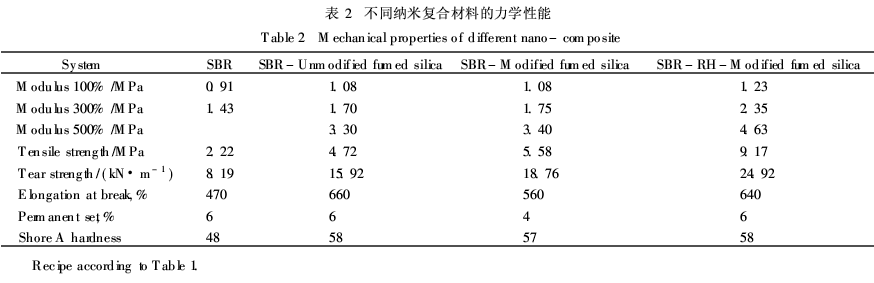
使用10份气相法白炭黑、2份粘合剂RH时,不 同纳米复合材料的力学性能见表2。由表2可看 出,改性和未改性的气相法白炭黑对丁苯胶都具有 补强效应,其中改性气相法白炭黑的补强效应更显著。这可能一方面是因为气相法白炭黑经表面改性 后呈亲油性,在高分子基体中的分散性得到改善;另 一方面是因为表面改性剂Si69能与橡胶基体反应, 提高了气相法白炭黑与橡胶之间的结合力。由表2还可看出,添加粘合剂RH后,纳米复合材料的模量 和拉伸强度得到显著改善,硬度也有所增加,同时永 久变形维持在较低值。纳米复合材料体现出良好的 力学性能。这可能是因为粘合剂RH在橡胶中进行原位聚合反应,对改性气相法白炭黑与橡胶之间起 到粘合作用,提高了气相法白炭黑与橡胶之间的结 合力;另外粘合剂RH也在橡胶基体中原位生成酚 醛树脂,该树脂能提高纳米复合材料的模量和强度。
2.2 交联密度与抽出实验
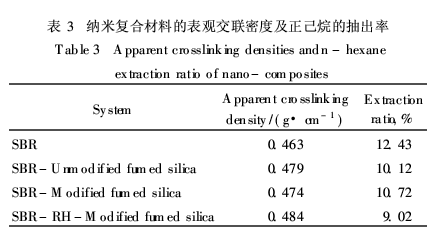
填充气相法白炭黑和粘合剂RH的纳米复合材 料的表观交联密度及正己烷的抽出率见表3。从表 3可看出,添加改性和未改性的气相法白炭黑均能 提高纳米复合材料的表观交联密度、降低纳米复合材料的抽出率。这是因为气相法白炭黑对SBR分 子链有限制作用;添加粘合剂RH后,纳米复合材料 的表观交联密度进一步增加,而抽出率下降。这是因为粘合剂RH增强了气相法白炭黑与橡 胶之间的作用力,使气相法白炭黑对橡胶分子链的 限制作用增强。
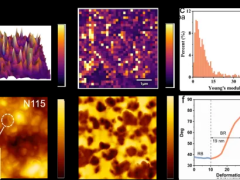
2. 3 SEM表征
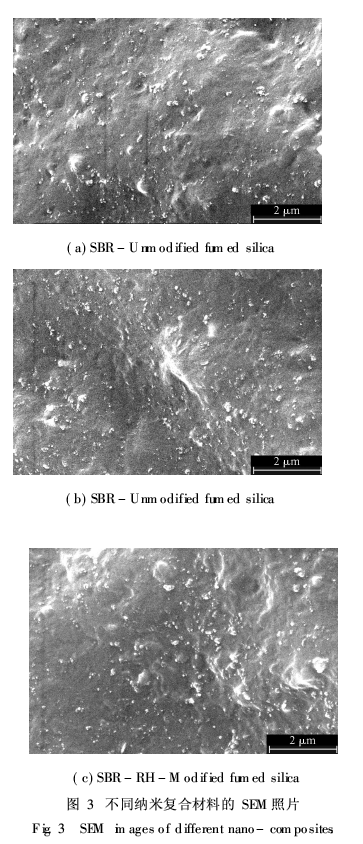
图1为单独添加两种未改性气相法白炭黑和改 性气相法白炭黑与粘合剂RH复合使用的纳米复合 材料的SEM照片。从图1(a)可看出,粒子以单颗 粒和团聚体形态分散在橡胶基体中,团聚体数目较多且尺寸较大;由图1(b)可看出,粒子尺寸减小且 分散均匀,单颗粒分散的纳米粒子数目较多,团聚体 数目明显减少;从图1(c)可看出,添加粘合剂RH 后,增大了气相法白炭黑粒子的尺寸,这可能是粘合剂RH在气相法白炭黑粒子表面及橡胶之间粘合作 用的结果,使粒子表面粘附的橡胶粒子数目增多,导 致粒子尺寸增大。这表明粘合剂RH可改善气相法 白炭黑与橡胶间的结合力,提高两界面间的结合强度。
2.4 纳米复合材料的回弹性与压缩屈挠实验
纳米复合材料的回弹性及压缩屈挠实验的结果 见表4。从表4可看出, SBR的回弹率较高,添加气 相法白炭黑后,纳米复合材料的回弹率开始下降。 其中,添加改性的气相法白炭黑后,纳米复合材料的回弹率最低。这一方面可能是因为改性气相法白炭 黑通过表面的改性剂与橡胶分子链间形成化学键, 使改性气相法白炭黑与丁苯胶基体结合更加紧密的 缘故;另一方面可能是因为改性气相法白炭黑在橡胶中的分布更加均匀,在纳米复合材料中所占体积 分数更大,导致纳米复合材料的回弹性下降。添加 粘合剂RH后,纳米复合材料的回弹率有小幅增加, 这是因为粘合剂RH发生了原位聚合反应后生成的酚醛树脂能改善纳米复合材料的回弹性。
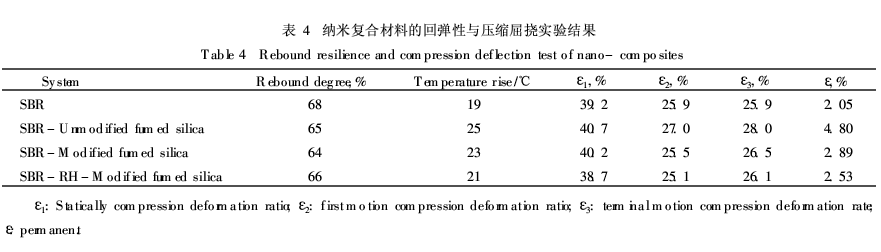
从表4还可看出,在压缩屈挠实验中, SBR的 温升最低,因为其中不含填料,损耗因子较小; SBR-未改性气相法白炭黑纳米复合材料的温升最 大,可能是因为该纳米复合材料中气相法白炭黑粒子与橡胶大分子链间的结合力较弱、损耗因子较大 的缘故; SBR-改性气相法白炭黑纳米复合材料的 温升开始下降,这可能是改性气相法白炭黑粒子与 橡胶分子间通过化学键紧密结合、损耗因子减小的缘故。添加粘合剂RH后, SBR-RH-改性气相法 白炭黑纳米复合材料的温升进一步下降。
从压缩屈挠实验中的变形率(ε1,ε2,ε3)和永 久变形率(ε)可看出, SBR-未改性气相法白炭黑 纳米复合材料的各项指标均最大,这表明纳米复合 材料在动态过程中抵御变形的能力较差;SBR-改 性气相法白炭黑纳米复合材料的变形率和永久变 形率明显下降; SBR-RH-改性气相法白炭黑纳 米复合材料的变形率和永久变形率进一步下降,这 说明未改性气相法白炭黑与橡胶大分子之间的结合力和尺寸稳定性均较差,气相法白炭黑改性后, 能改善纳米复合材料的尺寸稳定性,尤其是添加粘 合剂RH后,纳米复合材料的各项性能明显得到 改善。
3 结论
(1)力学性能的测试结果表明,改性气相法白 炭黑比未改性气相法白炭黑对丁苯胶具有更好的补 强性能,可提高纳米复合材料的模量和强度。粘合 剂RH和改性气相法白炭黑的复合使用,可进一步提高纳米复合材料的力学性能,使其拉伸强度和撕 裂强度分别提高64%和33%,同时断裂伸长率达 640%,具有优异的补强效果。
(2)交联密度和抽出实验结果表明,添加粘合 剂RH可提高纳米复合材料的交联密度,降低抽出 率,增强气相法白炭黑与丁苯胶间的界面结合力。
(3)SEM分析结果显示,改性气相法白炭黑的 分散性优于未改性气相法白炭黑,粘合剂RH增加 了气相法白炭黑与丁苯胶的结合力。
(4)回弹性及压缩屈挠实验分析表明,添加粘 合剂RH可提高纳米复合材料的回弹率。改性气 相法白炭黑可降低纳米复合材料的压缩疲劳温 升,减少丁苯胶在压缩过程中的变形率及永久变形率,粘合剂RH和改性气相法白炭黑复合使用 效果更佳。