林雅铃1,张安强2,王炼石2(1.华南农业大学资源与环境学院,广东广州 510642;2.华南理工大学材料科学与工程学院,广东广州 510641)
摘要:采用液相化学沉积法和凝聚共沉法制备稀土镝掺杂炭黑填充型粉末NR[P(NR/HAF-Dy)],研究其毛细管挤出流变行为和复杂口型挤出特性,并与传统的炭黑填充型粉末NR[P(NR/HAF)]和NR/炭黑干法混炼胶(NR/HAF)进行比较。结果表明,在温度为90~150℃及剪切速率为20~1 500 s-1的范围内,3种混炼胶的表观剪切粘度由小到大的顺序为P(NR/HAF-Dy),P(NR/HAF),NR/HAF;当Dy/HAF用量比为4/100时,P(NR/HAF-Dy)混炼胶具有较低的表观剪切粘度和稳定的非牛顿流体特性;与NR/HAF相比,P(NR/HAF)混炼胶具有较好的复杂口型挤出加工性能,P(NR/HAF-Dy)混炼胶的挤出性能则更为优良。
关键词:稀土镝掺杂炭黑;炭黑填充型粉末NR;挤出流变性能;Garvey口型;表观剪切粘度
中图分类号:TQ330.52;TQ330.38+1文献标识码:A文章编号:1000-890X(2008)05-0261-07
挤出是混炼胶的重要工艺过程,混炼胶在不同挤出条件下的流变行为、挤出物表面的状况和尺寸稳定性等可间接表征混炼胶中填料的分散、填料与橡胶之间的相互作用、橡胶基体的相对分子质量分布等[1-4],因此在橡胶加工科学中占有重要地位。
稀土元素因其电子结构特殊而具有光、电、磁和化学催化等特种功能[5],其化合物已广泛应用于功能材料的制备[6-10]。研究表明,炭黑经稀土元素掺杂后填充NR,可明显改善其硫化胶的物理性能,具有显著的补强效果[6,7],其中,以稀土镝(Dy)的效果为佳[9,10]。
本工作采用Haake高压毛细管流变仪和具有复杂口型(Garvey口型)的Brabender转矩流变仪所带的螺杆挤出机分别研究稀土镝掺杂炭黑填充型粉末NR[P(NR/HAF-Dy)]的挤出流变行为和挤出特性,旨在探讨凝聚共沉法制备炭黑填充型粉末NR[P(NR/HAF)]中炭黑与橡胶之间的结合以及稀土镝掺杂炭黑(HAF-Dy)与NR之间的相互作用,并与传统的NR/炭黑干法混炼胶(NR/HAF)进行比较。
1 实验
1·1 主要原材料
天然胶乳,固形物质量分数为0.6;NR,20#标准胶,均为泰国产品,广东广泰合橡胶有限公司提供。炭黑N330,上海立事化工有限公司产品。氧化镝,纯度99.99%,广州珠江冶炼厂提供。
1.2 试验设备及仪器
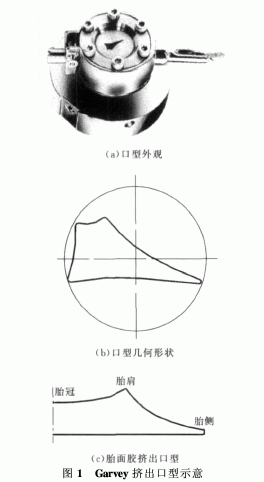
XK-160型开炼机,湛江化工机械厂产品;高压毛细管流变仪,德国Haake公司产品;PLE651型转矩流变仪,德国Brabender公司产品,配10DW挤出头:直径 19 mm,长径比 10/1,螺槽压缩比 1∶1,所采用的复杂挤出口型为ASTM D 2230—1996中规定的Garvey口型,如图1所示。
1.3 混炼胶的制备
稀土镝掺杂炭黑采用化学沉积法制备,P(NR/HAF-Dy)和P(NR/HAF)均采用凝聚共沉法制备,其炭黑用量均为50份,详细制备工艺参见文献[9-12]。P(NR/HAF-2Dy)表示Dy/HAF质量比为2/100,其余类推。
将P(NR/HAF)和P(NR/HAF-Dy)与配合剂分别在开炼机上按常规方法进行混炼,得到P(NR/HAF)和P(NR/HAF-Dy)混炼胶。
混炼配方如下: P(NR/HAF)或P (NR/HAF-Dy) 150,氧化锌 5,硬脂酸 2,促进剂NS 0.7。
NR/HAF混炼胶按如下配方采用常规混炼工艺制备:NR 100,炭黑 50,氧化锌 5,硬脂酸 2,促进剂NS 0.7。上述3种混炼胶在测试前均停放24 h。
1.4 毛细管挤出试验
混炼胶的毛细管挤出试验采用毛细管流变仪进行,毛细管直径为1 mm,长径比为40/1,未做入口压力校正。混炼胶的挤出温度分别为90,110,130和150℃,剪切速率分别为20,58.9,173.2,509.7和1 500 s-1,混炼胶挤出前预热5min。
1.5 复杂口型挤出性能评价
按ASTM D 2230—1996进行复杂口型挤出测试,采用A法评价混炼胶的挤出特性。挤出条件:螺杆转速分别为30,50和70 r·min-1,料筒温度为70℃,口型(机头)温度分别为100,110和120℃。挤出机的供料采用冷喂料[胶料温度(25±5)℃]和热喂料[胶料温度(55±5)℃]两种形式。Garvey口型与轮胎胎面胶的挤出口型极其相似,具有与胎冠、胎肩和胎侧相互对应的部分(见图1),因此常用于轮胎胎面胶在复杂口型中的挤出特性评价,如表面光洁度、挤出连续性和口型胀大等[1,3,4]。
2 结果与讨论
2.1 混炼胶的毛细管挤出流变行为一般来说,高分子材料在加工过程中的流动不服从牛顿定律而发生剪切变稀,高聚物“流体”具有假塑性流体的行为,即随着剪切速率的增大熔体表观剪切粘度下降。用Ostwald-Dewaele模型表示聚合物熔体的流变方程[1]为
τ= Kγnw(1)
ηa= Kγn-1w(2)
式中,τ为剪切应力,γw为剪切速率,ηa为熔体表观剪切粘度,K为稠度系数,n为非牛顿指数。n表示聚合物熔体与牛顿流体的偏差程度,其值为1时,熔体粘度一直保持不变,故n越小,说明聚合物熔体与牛顿流体偏差越大。方程(2)两边取对数,得
lgηa=lgK+(n-1)lgγw
以lgηa对lgγw作图,得到直线的斜率为n-1。ηa对γw的双对数关系曲线如图2所示。按式(2)进行拟合,可得到不同温度下各混炼胶的K和n值(见表1)。
由图2和表1可见,各混炼胶的n均小于1,说明NR/HAF,P(NR/HAF)和P(NR/HAF-2Dy)胶料均为假塑性流体,因此其ηa随γw的增大而减小;在试验温度范围内,3种体系的ηa由小到大的顺序为P(NR/HAF-2Dy), P(NR/HAF),NR/HAF。
研究表明,与NR/HAF相比,炭黑在P(NR/HAF)中的分散得到了显著改善,而Dy的加入则促进了炭黑在橡胶基体中的分散,并增进了炭黑与橡胶之间的结合[9,10],从而有效降低了胶料的表观剪切粘度,有利于降低挤出能耗。
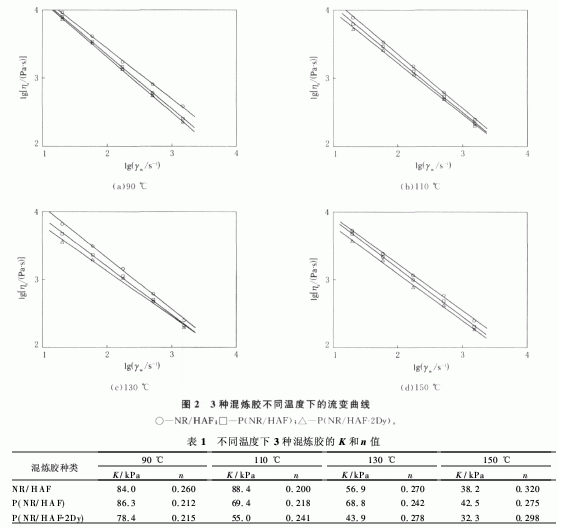
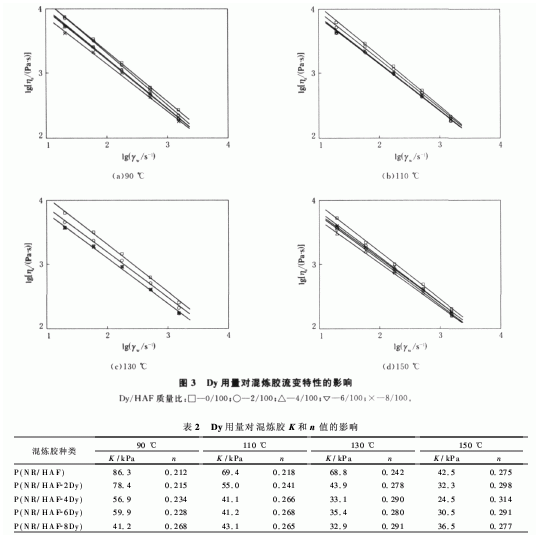
图3所示为不同Dy用量下P(NR/HAF-Dy)在各挤出温度下的流变曲线,将其数据按式(2)拟合得到的K和n值见表2。
由图3和表2可以看出,当挤出温度较低(90℃)时,随着Dy用量的增大,胶料的K值基本呈减小趋势,表明在较低温度挤出时,Dy用量的增大有利于胶料的软化,使流动性增加,有利于降低挤出能耗和增加挤出产量,提高挤出效率;而n则呈增大趋势,表明剪切应力的增大可使胶料表现出“应力稀化”。
随着挤出温度的升高,胶料K值的减小在Dy/HAF质量比为4/100时基本稳定,进一步增大Dy的用量对K和n值的影响不大。当胶料在较高温度(150℃)下挤出时,胶料K值的最低点和n值的最高点均出现在Dy/HAF质量比为4/100时,再增大Dy用量时,K和n值出现明显反弹,即K有所回升,而n有所回落。
图4所示为Dy用量对不同剪切速率和温度下P(NR/HAF-Dy)混炼胶表观剪切粘度的影响。由图4可见,在较低挤出温度(90℃)下,P(NR/HAF-Dy)的ηa随Dy用量的增大而稳步下降;但随着挤出温度的升高(110~130℃),其ηa在Dy/HAF质量比为4/100时趋于稳定;继续增大Dy用量使得P(NR/HAF-Dy)的ηa在高温(150℃)挤出时出现反弹。
由上述分析可见,当Dy/HAF的质量比为4/100时,P(NR/HAF-Dy)混炼胶在温度为90~150℃及剪切速率为20~1 500 s-1的范围内具有较低的表观剪切粘度和稳定的非牛顿流体特性。
2.2 混炼胶的复杂口型挤出行为
良好的挤出加工性能,尤其是在复杂口型条件下的优良挤出特性对胶料的成型加工至关重要[1-4]。挤出按工艺条件分为热喂料挤出和冷喂料挤出两类。
根据ASTM D 2230—1996(A法),胶料的挤出性能可用4个指标评价:①表面状况(是否光滑、连续);②刃边(是否清晰、光滑和连续);③棱角(除刃边之外的其余3个棱角是否清晰和连续);④挤出物口型膨胀(口型的凹面保持程度)。上述每个单项的最高分为4分,最低分为1分,4项得分之和称为挤出指数。挤出指数越高,挤出性能越好,挤出指数高于12分且第②项(刃边)的得分不低于3分时,表示胶料挤出合格。挤出指数常用于描述胶料门尼粘度和填料分散度,较低的门尼粘度和较高的填料分散度可使胶料获得较高的挤出指数[1-3]。
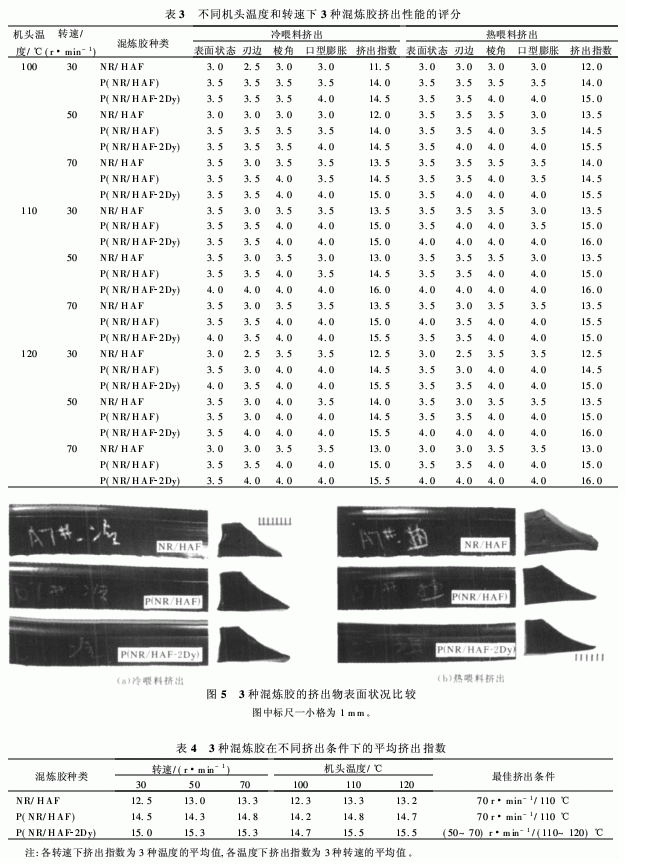
表3所示为采用冷喂料和热喂料挤出时,3种混炼胶挤出物单项评价与挤出指数。由表3可见, NR/HAF, P (NR/HAF)和P (NR/HAF-2Dy)混炼胶的平均挤出指数分别为12.9,14.6和15.2(冷喂料)以及13.2,14.8和15.6(热喂料)。说明3种混炼胶在热喂料时均具有较好的挤出性能,且在冷、热喂料条件下,3种混炼胶的挤出性能从优到劣的顺序均为:P(NR/HAF-2Dy),P(NR/HAF),NR/HAF。
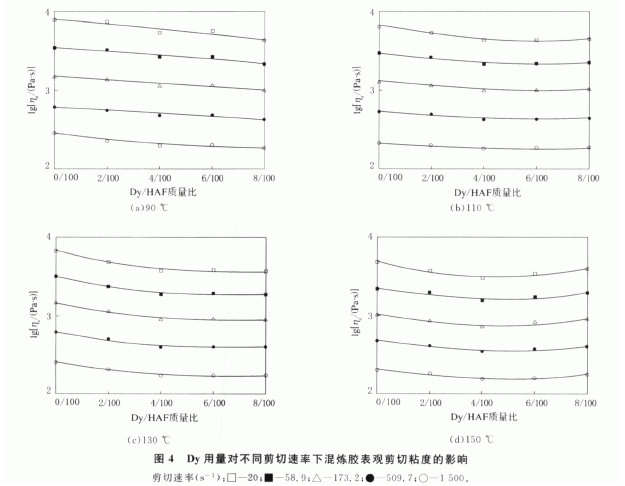
图5所示为同一挤出条件下,3种混炼胶采用冷喂料和热喂料挤出时试样表面和截面照片。由图5可见,无论是冷喂料挤出还是热喂料挤出,NR/HAF混炼胶的挤出物刃边都较为粗糙,有明显的锯齿状波纹,口型膨胀较为明显,因此在实际加工过程中往往需要使用加工助剂以改善胶料的挤出性能;P(NR/HAF)混炼胶挤出物的刃边状况明显改善,刃边较为光滑,口型膨胀明显减小;而P(NR/HAF-2Dy)混炼胶挤出物的棱角清晰、刃边非常光滑,表明其混炼胶具有优良的挤出性能。
3种混炼胶在不同挤出条件下的平均挤出指数比较见表4。由表4可见,在试验范围内,NR/HAF,P(NR/HAF)和P(NR/HAF-2Dy)混炼胶的最佳挤出条件分别为70 r·min-1/110℃,70r·min-1/110℃和(50~70) r·min-1/(110~120)℃,表明P(NR/HAF-2Dy)混炼胶具有较宽的优良挤出加工条件范围。
以上试验表明,与传统的NR/HAF混炼胶相比,P(NR/HAF)混炼胶具有较好的挤出加工性能,P(NR/HAF-2Dy)混炼胶的挤出性能则更为优良,可满足复杂口型的挤出加工。研究表明,P(NR/HAF)和P(NR/HAF-2Dy)混炼胶优良的挤出性能得益于炭黑在橡胶中的优良分散以及炭黑与橡胶之间的良好结合[6,7,9,10]。
3 结论
(1)在温度为90~150℃及剪切速率为20~1 500 s-1的范围内,3种混炼胶的表观剪切粘度由小到大的顺序为P(NR/HAF-Dy), P(NR/HAF),NR/HAF。
(2)Dy用量对混炼胶的表观剪切粘度有显著影响,当Dy/HAF质量比为4/100时,胶料具有较低的表观剪切粘度和稳定的非牛顿流体特性。(3)与传统的块状NR/HAF混炼胶相比,P(NR/HAF)混炼胶具有较好的复杂口型挤出性能,P(NR/HAF-2Dy)混炼胶的挤出性能则更为优良,可满足复杂口型的挤出加工。