杜爱华1,张隐西2(1.青岛科技大学橡塑材料与工程教育部重点实验室,山东青岛266042;2.上海交通大学高分子材料研究所,上海200240)
摘要:研究了甲基丙烯酸钠(NaMAA)和高耐磨炭黑(HAF)增强乙烯-乙酸乙烯酯橡胶(EVM)的断裂行为,采用Griffith能量平衡理论计算了引发硫化胶破坏的裂纹尺寸,并与扫描电子显微镜测得的裂纹尺寸进行了比较。结果表明,NaMAA和HAF填充EVM硫化胶的理论裂纹尺寸均明显小于纯EVM硫化胶;实际测得的裂纹尺寸小于理论裂纹尺寸; NaMAA增强EVM硫化胶的撕裂断面呈现黏滑式撕裂,而HAF增强EVM硫化胶的撕裂断面较平整,存在直的撕裂线。
关键词:乙烯-乙酸乙烯酯橡胶;甲基丙烯酸钠;高耐磨炭黑;断裂行为;裂纹
中图分类号:TQ 325·5文献标识码:B文章编号:1000-1255(2005)06-0446-04
硫化胶的强度取决于其黏弹性以及裂口的引发和扩展,而裂口的引发和扩展则直接影响橡胶制品的使用寿命。在拉伸过程中,由于应力的集中,使微裂纹扩展导致硫化胶试样的断裂。断裂取决于微裂纹的引发和在某一弹性能量耗散速率下的裂口扩展,以及裂口长度和远离裂口的弹性能量密度所需达到的临界值[1]。
在20世纪50年代Rilvin等最早将断裂力学应用于橡胶的破坏,继而有Lake等[2~4]将断裂力学中的Griffith理论应用于橡胶材料的撕裂研究。20世纪80年代末, Dreyfuss等采用Griffith能量平衡理论计算了引发材料破坏的裂纹尺寸[5, 6]。Mathew等研究了不同填料填充硫化胶的形态结构及其与各种物理性能的关系[7~9]。不同的橡胶遵循着不同的断裂模式,而且不同填料与橡胶之间的相互作用不同也导致断裂形态各异。不饱和羧酸金属盐作为增强剂已成为橡胶增强的新方法。不饱和羧酸金属盐增强橡胶具有高的拉伸强度和撕裂强度,同时保持高的模量和扯断伸长率。有关不饱和羧酸金属盐增强橡胶的文献报道很多[10~12],研究表明,不饱和羧酸金属盐在丁苯橡胶(SBR),丁腈橡胶(NBR),乙丙橡胶(EPDM),异戊橡胶(IR),乙烯-乙酸乙烯酯橡胶(EVM)等橡胶中均具有较好的增强效果。但研究多集中于力学性能和微观结构的表征,到目前为止尚未有不饱和羧酸金属盐增强橡胶断裂行为的分析。本工作研究了甲基丙烯酸钠(NaMAA)和高耐磨炭黑(HAF)对EVM硫化胶的拉伸断面和撕裂断面的影响,并计算了硫化胶的裂纹尺寸。
1 实验部分
1·1 原材料
EVM,牌号为Levapren VP KA 8857,乙酸乙烯酯质量分数为50%,ML(1+4)100℃为70·8,德国Bayer公司产品。过氧化二异丙苯(DCP),上海高桥石化精细化工有限公司产品。氢氧化钠,分析纯,上海松凯实业有限公司产品。甲基丙烯酸(MAA),化学纯,上海五联化工厂产品。HAF,牌号为N 330,上海卡博特炭黑公司产品。抗水解剂P-50,德国莱茵化学公司产品。
1·2 试样制备
基本配方(质量份,下同): EVM 100,抗水解剂P-50 3·0, DCP 3·0,NaMAA或HAF 10~50份。NaMAA的用量是在NaOH和MAA等摩尔比完全反应时的理论生成量。
将EVM和各种添加剂按配方加入Haake RC90型转矩流变仪混合器中,起始温度控制在45℃左右,转速为32 r/min。混炼胶在XK-160型开炼机上下片,根据U-CAN 2030型无转子硫化仪测得的硫化曲线确定硫化时间,在25 t平板硫化机上于170℃进行硫化。
1·3 性能测试
力学性能 拉伸强度和撕裂强度分别按GB 528—82和GB 530—81在美国生产的Instron4465型拉力试验机上进行测试,拉伸速度为500 mm/min。用LX -A型橡胶硬度计按GB 531—83测试邵尔A型硬度。
扫描电子显微镜(SEM)分析 用日本日立公司生产的Hitachi-S-2150型扫描电镜观察喷金处理断面的形貌。
2 结果与讨论
2·1 断裂尺寸
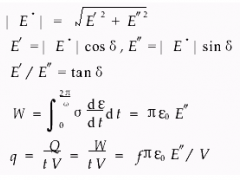
Dreyfuss等采用Griffiths能量平衡方程计算了引发试样发生破坏的裂纹尺寸[6]:
Ub=T/2KC, (1)
K=π/(1+e)1/2, (2)
式中:Ub为试样断裂时的应变能量密度,即拉伸断裂能;T为撕裂强度或撕裂能;K为常数,与扯断伸长率有关; e为拉伸形变,随着拉伸形变的增大,K逐渐减小;在小形变时,K等于π;在大形变时,K等于1;在本实验中对于中高形变,K等于1·5;C为引发断裂的裂纹长度。
NaMAA填充EVM硫化胶的拉伸断裂能、撕裂能及由方程(1)计算得到的理论裂纹尺寸(C′)如表1所示。
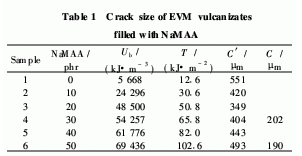
从表1可以看出,纯EVM硫化胶的拉伸断裂能和撕裂能都很低;当在EVM中加入10份NaMAA时,EVM硫化胶的拉伸断裂能显著提高且随着NaMAA用量的增加, EVM硫化胶的拉伸断裂能增大; EVM硫化胶的撕裂能也随着NaMAA用量的增加而明显提高。这是因为增强填料NaMAA使硫化胶撕裂前端的有效直径增大,应力分散,使这一临界区域的断裂应变能提高,撕裂前端的局部应力软化,导致能量耗散和应变诱导各向异性,撕裂方向偏离原始路径,从而使硫化胶的撕裂强度提高。
纯EVM硫化胶的理论裂纹尺寸明显大于NaMAA增强硫化胶,且随着NaMAA用量的增加, EVM硫化胶的理论裂纹尺寸先降低,当NaMAA用量超过20份时,EVM硫化胶的理论裂纹尺寸又逐渐增大。EVM硫化胶的理论裂纹尺寸开始降低是由于在EVM中加入少量NaMAA时,NaMAA在EVM中分散得比较均匀,粒子较细。随着NaMAA用量的增加,由于离子键的缔合作用,NaMAA形成大的聚集体,在拉伸过程中这些大的聚集体作为断裂源引发硫化胶的破坏,所以裂纹尺寸增大。因此,在纯EVM硫化胶中,固体内含物作为杂质成为硫化胶的断裂源;在NaMAA填充EVM硫化胶中,其拉伸断裂是由于大的NaMAA聚集体引发裂纹导致硫化胶的破坏。NaMAA填充EVM硫化胶的裂纹尺寸约为200μm,该值低于其理论裂纹尺寸。
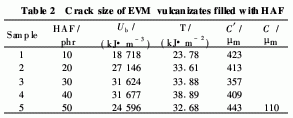
从表2可以看出,当HAF用量小于40份时,随着HAF用量的增加, EVM硫化胶的拉伸断裂能逐渐提高;当HAF用量超过40份时, EVM硫化胶的拉伸断裂能逐渐下降。当HAF用量为30份时,EVM硫化胶的理论裂纹尺寸最小。
2·2 SEM分析
2·2·1 拉伸断面
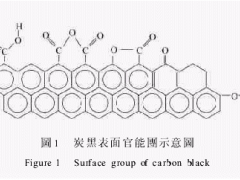
从图1可以看出,纯EVM硫化胶的拉伸断裂源位于拉伸断面边缘,在缺陷处开始撕裂,并以缺陷部位为中心产生辐射形纤维状条纹;NaMAA和HAF填充EVM硫化胶的断裂源均位于断面内,硫化胶的裂纹由其基体内部产生的菱形洞引发,裂纹扩展区呈现以菱形洞为中心的圆面放射状扩展。NaMAA填充EVM硫化胶拉伸断裂表面的断裂源尺寸较大,且裂纹扩展区中的纤维状条纹更为明显,说明NaMAA填充EVM硫化胶在拉伸过程中发生了较大的塑性变形,尽管裂纹尺寸较大,但较大的塑性变形提高了断裂时的应变能,避免了硫化胶的早期破坏,通常认为硫化胶的滞后性能对减小裂纹前端的应力集中、吸收能量并转化成热能、降低裂纹的扩展速度起到重要作用[13]。

2·2·2 撕裂断面
硫化胶的撕裂过程通常有2种主要形式,即稳态撕裂和黏滑式撕裂。黏滑式撕裂通常表现为在撕裂过程中,负荷波动很大,撕裂面较粗糙。由图2可以看出,纯EVM硫化胶的撕裂断面上撕裂线较少,撕裂过程表现为稳定的裂纹增长过程。这种光滑的撕裂表面和直的撕裂线说明EVM硫化胶具有较低的撕裂强度。
当NaMAA用量为10份时,EVM硫化胶的撕裂断面上有很多宽的撕裂线,并以黏滑形式扩展,同时较长的撕裂线也发生支化,撕裂路径偏移;当NaMAA用量为30份时,EVM硫化胶的撕裂断面中存在着大量粗的撕裂线,而且在垂直于撕裂的方向上(即拉伸方向上)发生断裂,这说明在撕裂过程中,材料的破坏是拉伸和撕裂的综合作用导致。这是由于不饱和羧酸盐增强的橡胶应力弛豫速度快,在形变过程中由于离子键的交换作用耗散大量能量,阻止了撕裂线的扩展,从而使硫化胶具有较高的撕裂强度。

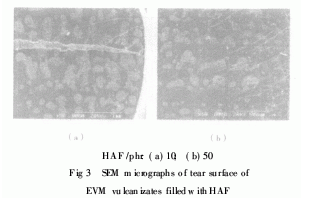
从图3(a)中可以看出,HAF增强EVM硫化胶的撕裂断面较平整,存在着长而直的撕裂线。这说明相应的硫化胶撕裂能较低,这与表2中的数据一致。随着HAF用量的增多, EVM硫化胶的断裂面上撕裂线增多。
NaMAA和HAF增强EVM硫化胶遵循着不同的撕裂模式。Radok等认为在黏弹性介质中,由于填料粒子的引入导致滞后增加,从而改变了硫化胶的撕裂模式。在黏弹性橡胶基体中引入填料粒子后,由于填料粒子和橡胶大分子的相互作
用,基体材料的活动性下降,从而导致滞后损失增大。填料粒子的引入不仅使撕裂过程中耗散的能量增多,而且分散的填料粒子也能使撕裂路径偏移或者阻碍裂纹的扩展,最终延迟了硫化胶的破坏,使硫化胶具有较高的撕裂强度。由于NaMAA为反应性填料,在硫化过程中发生聚合和接枝反应[12],因此NaMAA和EVM之间的相互作用更大,表现为黏滑式撕裂。
3 结 论
a)在EVM硫化胶中填充NaMAA或HAF后,增强胶的理论裂纹尺寸均明显小于纯EVM硫化胶;随着NaMAA或HAF用量的增加,裂纹尺寸先减小后逐渐增大;实际测得的EVM硫化胶裂纹尺寸小于理论裂纹尺寸。
b)NaMAA增强EVM硫化胶的撕裂断面撕裂路径偏移,呈现黏滑式撕裂,且分布着较多的撕裂线;HAF增强EVM胶的撕裂断面相对较平整,存在直的撕裂线。