蒋修治 (合肥通用机械研究院,安徽合肥230031)编译
由于配合剂的分散以及各种化学反应,橡胶成品性能可能受到混炼工艺的极大影响。研究表明,混炼温度、混炼时间和混炼顺序对橡胶性能有显著的影响。如果其中一种配合剂可能在硫化期间发生反应,那么,混炼工艺就更加重要。例如,白炭黑(常用来替代部分炭黑)与硅烷偶联剂发生反应能使轮胎滚动阻力和抗湿滑性得到改善。双(3-三乙氧基硅烷基丙基)四硫化物(TESPT)被用作硅烷偶联剂来改善白炭黑的补强性时,TESPT中的乙氧基与其它配合剂之间的化学反应在硫化期间应当降到最低限度。按照理想的做法,应将混炼顺序设计成多步式,使TESPT能在第一混炼工序中与白炭黑发生反应,从而将TESPT同其它配合剂发生不良副反应的可能性降到最低程度。但是,在混炼工艺中增加一道单独的工序会导致生产效率下降。若采用Y法顺序混炼,与停放时间长短有关的加工性能下降程度大大低于一段法混炼顺序。所谓Y法混炼,就是分别制备两个含炭黑和白炭黑的单独的母炼胶,然后再一同加入硫化剂的炼胶工序。采用Y法顺序混炼的胶料,其性能类似或优于一段法混炼胶料,它是制备同一白炭黑母胶与各种炭黑胶并用的不同胶料的一种适宜的替代方案。
以下将就白炭黑填充胶料探讨三种不同顺序的混炼工艺(Y法、一段法和多段法),并将硫化前(门尼粘度值和硫化时间)和硫化后(100%定伸应力、200%定伸应力和300%定伸应力、拉断强度、拉断伸长率、硬度和粘弹性)的橡胶性能作了对比。从胶料性能和生产效率角度讨论了用Y法混炼代替普通混炼工艺的前景。
1 实验
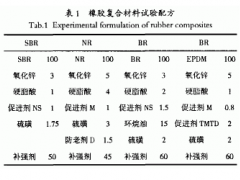
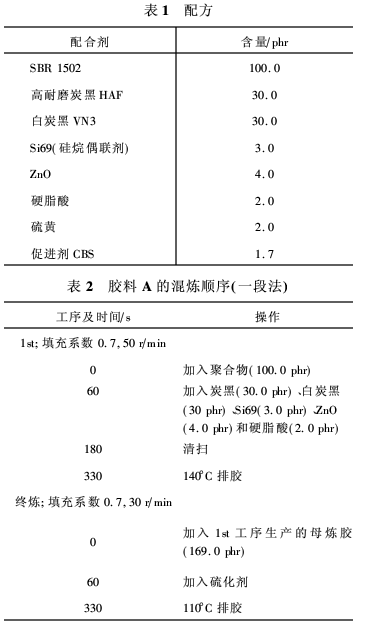
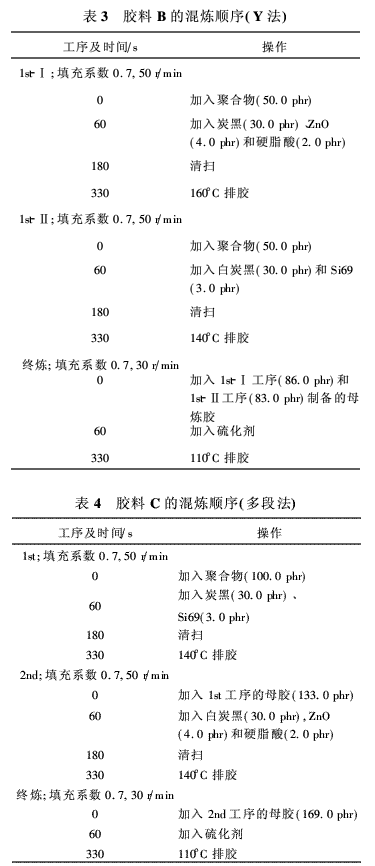
表1为该研究所用胶料的配方。混炼采用Naniwa机械公司生产的NM-1.5-20型捏合机,混炼工艺条件列于表2~表4。胶料A(表2)采用一段法,就是除硫化剂以外的所有配合剂都在单一工序中混炼。该工艺常用于普通炭黑填充胶料,生产效率最高。Y法顺序用于胶料B(表3),其中炭黑母和白炭黑母胶分别制备(1st-Ⅰ工序和1st-Ⅱ工序),随后一同在最终工序中混炼。胶料C(表4)则采用多段法混炼。白炭黑和硅烷偶联剂均在头道工序中被加入母胶,其它配合剂(除硫化剂以外)则在第二道工序中与该母胶一起混炼。该工艺一般用于白炭黑填充胶料的混炼。所有混炼顺序的填充系数均为0.7。所有混炼工序的温度均为140°C。但Y法混炼顺序中1st-Ⅰ工序的温度为160°C,这是因为没有硅烷偶联剂的缘故,若有的话其与聚合物的反应温度可能高于140°C。所有混炼顺序中的胶料(加入硫化剂)均在110°C下混炼。在所有混炼顺序中母炼胶和胶料采用的转子速率分别为50 r/min和30 r/min。
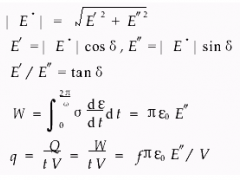
门尼粘度值(ML1+4)用Shimadzu SMV-201型门尼粘度计在130°C下测定。硫化曲线,即橡胶应力随硫化时间的变化用硫化仪(Nichigoushoji V型)在170°C下测得。90%和100%硫化所需要的时间(t90和t100)分别根据对应于0%和100%硫化的最小和最大的扭矩计算。每种试样的硫化时间在t90和t100之间。粘弹性可用UeshimaVR-7110型粘弹性分析仪,按照标准JIS K6394测定。25°C下弹性模量(E′)与应变的关系在10 Hz频率时测定。高温(>40°C)和低温(< 0°C)下tanδ与温度的关系分别用单一应变幅度1.00%和0.25%在频率为10 Hz时测得。100%、200%和300%定伸应力(分别为σ100、σ200和σ300)、拉断强度(σbreak)和拉断伸长率(εbreak)可在Shimadzu AGS-500拉伸试验机上以哑铃状试样,按照标准JIS K6251,在伸长率500 mm/min条件下测定。邵尔A型硬度用Excel RH-101A自动邵尔硬度计,按照标准JIS K6253测定之。
2 结果与讨论
2.1 胶料性能
分别用一段法顺序(A)、Y法顺序(B)和多段法顺序(C)制备了3种不同的胶料。ML1+4、t90、t100和硫化时间的数值列于表5,该表提供了有关这些胶料是否适合于生产的重要信息。ML1+4是衡量胶料加工性能的一个指标;加工性能随着ML1+4值的减小而提高。
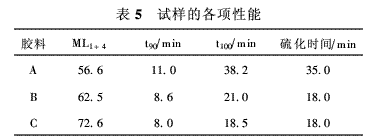
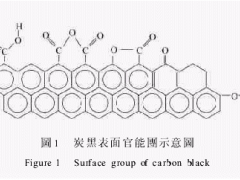
胶料A和C分别表现出最低和最高的ML1+4值。这些结果可以用硅烷偶联剂和白炭黑对胶料的影响来解释,它们的反应见图1。
混炼期间最好是发生反应(1),反应(2)应加以抑制,否则胶料的ML1+4值太高,将导致加工困难。混炼工序数量的增加可能会使总混炼时间延长,从而提高反应(2)的程度,这样,便可以解释胶料B和C的ML1+4值高于胶料A的原因了。胶料B的ML1+4值也可能由于1st-Ⅰ工序混炼期间所使用的高温而有所增大,这是由于聚合物断链引起的分子量减少造成的。可以得出的结论是,混炼顺序B可应用于白炭黑填充胶料而不致引起加工性能方面的问题。B的加工性能实际上优于常用工艺C。与研究中所得结果不同,据以前报道,使用混炼顺序B会导致ML1+4值低于A。但是,混炼工艺条件和配方的差异有碍于试验结果的直接比较。
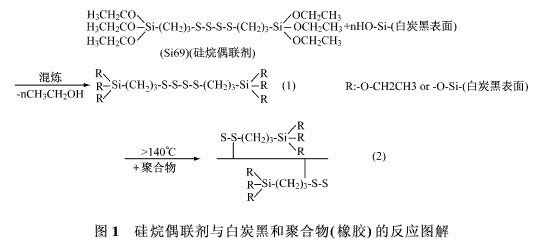
B和C的硫化时间(t90和t100)比A短。造成这一结果的主要原因与白炭黑粒子吸附促进剂的程度不同有关。白炭黑表面覆盖有硅烷醇基,其极性比炭黑表面的高。白炭黑填充胶料的硫化时间会由于白炭黑表面上的硅烷醇基而有所延迟,这是因为促进剂(加入次磺酰胺、噻唑、胍、秋兰姆、二硫化氨基甲酸盐和醛胺类促进剂,以加快硫化过程)容易被吸附到白炭黑粒子的表面。应将白炭黑表面的硅烷醇基按照图1的反应图解,进行不可逆改性,使表面极性有所降低。Si69在混炼过程中也可能与其它配合剂(例如防老剂)发生反应。但是,对于B和C,在头道工序中母炼胶里并不存在这种配合剂,因此,白炭黑表面的改性效果优于A。硅烷醇基与Si69较为有效的反应,使白炭黑表面的硅烷醇基的量减少了,白炭黑粒子吸附促进剂的程度有所削弱,因此加快了B和C的硫化。
2.2 粘弹性
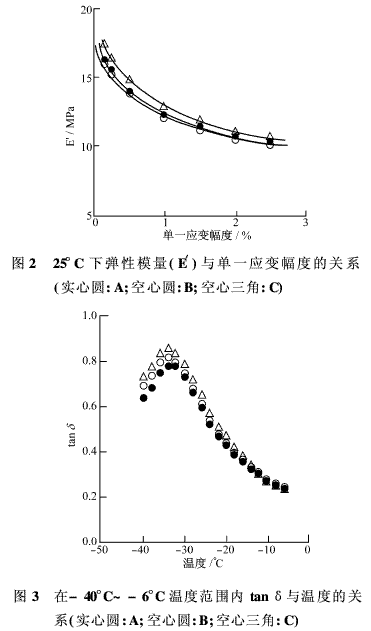
图2为分别用混炼顺序A、B和C制备的硫化试样的E′(弹性模量)与应变的关系。所有试样的E′均显示出一般称为“佩恩效应”的典型非线性特性,这是由于聚合物母体中受填充剂-填充剂相互作用以及聚合物-填充剂相互作用的填充剂网络随着应变幅度的增加而受到破坏的结果。填充剂-填充剂相互作用的削弱会导致佩恩效应下降,E′随着应变幅度的增加而减小;填充剂的佩恩效应越大,聚集体就越多。佩恩效应的幅度按照C>A>B的次序依次减小,但A和B之间的差异很小。佩恩效应大,往往意味着填充剂由于填充剂粒子之间的相互作用较强而变得比较容易聚集。图2中的数据表明,胶料A和B中的填充剂聚集程度低于胶料C。佩恩效应幅度可望随着硅烷偶联剂和白炭黑之间反应效率的提高而减小(反应1)。聚集程度的降低可望带来ML1+4值的下降和胶料性能的改善。实际上A和B的ML1+4值低于胶料C。由于B在1st-Ⅰ工序中于160°C下混炼期间发生聚合物热断链,B的分子量可望较A和C有所降低。但是,与聚集的作用相比,可能出现的分子量差异对E′的影响是微不足道的。
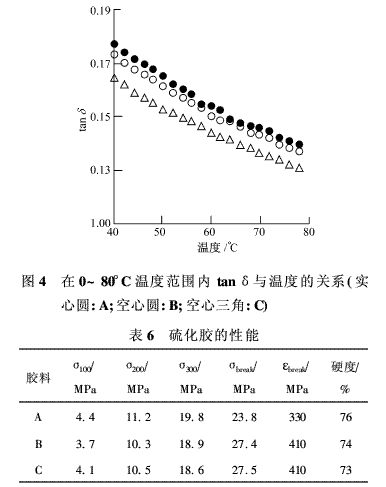
tanδ值被用作衡量胶料在动态变形作用下能量损失的一个指数。轮胎的滚动阻力和抗湿滑性能分别根据高(>40°C)、低(< 0°C)温时的tanδ值,通过实验来评价。图3和图4为在高、低温范围内3种不同胶料的tanδ值与温度的关系。在低温范围内(约-10°C~0°C),tanδ值在3种胶料之间并未出现出任何明显的差异,表明抗湿滑性能几乎不受混炼顺序的影响,而在高温范围内(约50°C~70°C),tanδ值则显示出明显依赖于混炼工艺条件的倾向,因此,它是按照A>B>C的次序逐渐减小。对于B和C,白炭黑的效果比A有所提高(白炭黑有望改善滚动阻力且不致恶化抗湿滑性能)。虽然分子量对E′和tanδ都有影响,但与聚集的作用相比,这种影响并不重要。
粘弹性测量表明,就佩恩效应弱以及滚动阻力和抗湿滑性能而言,Y法混炼是一种很有前途的工艺。
2.3 硫化胶性能
表6为拉伸和硬度试验的结果。胶料B和C的σ100、σ200、σ300和硬度都低于胶料A,这有利于防止使用中由应力集中引起的裂口增长等问题。这些数据表明,与胶料A相比,对于胶料B和C来说,硅烷偶联剂和白炭黑之间较为有效的反应使分散得到了改善。胶料B和C的σbreak和εbreak均高于胶料A,这表明胶料B和C在使用中抗撕裂、抗磨耗和抗裂口增长性能都得到了提高。总的来说,在这些方面,胶料B和C之间并无大的差异。试验结果清楚地表明,Y法混炼产生的结果类似于多段法混炼,优于一段法混炼。
3 结论[2]
作为制备白炭黑填充胶料中一段法或多段法普通混炼顺序的一种替代方案,对Y法混炼进行了探讨。对硫化前和硫化后的橡胶性能进行的比较表明,用Y法混炼的胶料性能优于一段法混炼顺序,而类似于多段法。所以,就胶料性能和生产效率而言,以Y法替代普通混炼工艺是可行的。
参考文献:
[1] Takahiro Kataoka, Per B. Zetterlound, BunichiroYamada.Effect of mixing sequence on the properties ofcarbon black and silica filled rubber [J]. Plastics,Rubber and Composites,2003,32(7),291-295.