王象民(西北橡胶塑料研究设计院,陕西咸阳712023)编译
摘要:研究了填充白炭黑以及用硅烷对白炭黑表面进行化学改性对溶聚丁苯橡胶动态力学性能的影响。在10-4~100 Hz及-50~120℃这样较宽的范围内测定了剪切柔量的实数部分和虚数部分,并进行了应力-应变、DSC和TEM试验。结果表明,白炭黑硅烷化对动态性能和应力-应变关系都没有太大的影响,这可能是因为S-SBR(溶聚丁苯橡胶)与白炭黑的相互作用良好,TEM分析证实了这一判断。这说明,在白炭黑用量低于70份时,不需要对白炭黑进行硅烷化改性。
关键词:S-SBR;白炭黑;硅烷;动态力学性能
中图分类号:TQ 333.1 文献标识码:B 文章编号:1671-8232(2011)12-0014-06
0·前言
为了准确预测轮胎胎面、车轮、汽车悬架等结构组件的工作寿命,必须了解橡胶材料在各种条件下的黏弹性能。在合成橡胶的应用中,补强是最重要的技术之一,因为填料对于获取所需的硫化胶性能是极为重要的。随着填料用量的增加,填料粒子之间很有可能,甚至必然会相互接触。填料含量达到某一浓度后会形成一个连续相,或称“填料网络”。填料连续相一般被称为二次结构。尽管填料网络无法与连续的三维聚合物网络结构相提并论,尤其是在实际负荷条件下,但由原子力显微镜(AFM)对填充橡胶的研究证实了这种网络结构的存在。这种填料网络对橡胶黏弹性能具有一定的影响。
白炭黑可赋予橡胶独特的撕裂强度、耐磨性、耐老化性和粘合性等性能。使用适当的偶联剂,如巯基硅烷、四硫代硅烷和偶氮硅烷,一般可提高填充白炭黑的橡胶的定伸应力。硅烷偶联剂中含有既能与橡胶反应,又能与白炭黑反应的官能团,这样就提高了橡胶与白炭黑之间的相互作用,从而增强了白炭黑的补强效果。该文的目的是在较宽的频率和温度范围内系统地研究白炭黑经硅烷改性前后对溶聚丁苯橡胶动态力学性能的影响。
1·实验
1.1材料
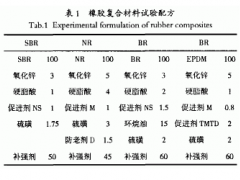
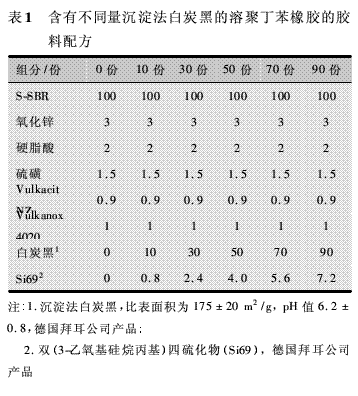
用白炭黑(有、无硅烷偶联剂Si69)填充的溶聚丁苯橡胶,试样配方示于表1。
1.2试验方法
用配置双夹层试样夹的动态机械热分析仪测定溶聚丁苯橡胶试样的复数剪切模量。tanδ的测试精度为±10-3。在1445型Zwick拉伸试验机上于室温下进行拉伸试验,仪器上配备了测量试样长度的光学系统。将试样(40 mm×5 mm×0.5 mm)拉伸至破坏,拉伸速度为10 mm/min。
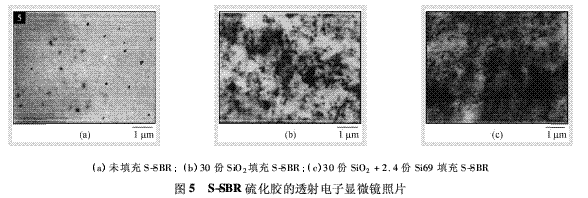
在液氮氛围中用超薄切片机切取超薄试样切片。试样放置在铜质网上。铜质网上预先涂覆Folmbar和蒸发碳,然后用透射电子显微镜(EM301,德国Carl Zeiss公司)对它进行分析。加速电压为80 kV,放大倍数为10 000倍。
2·结果与讨论
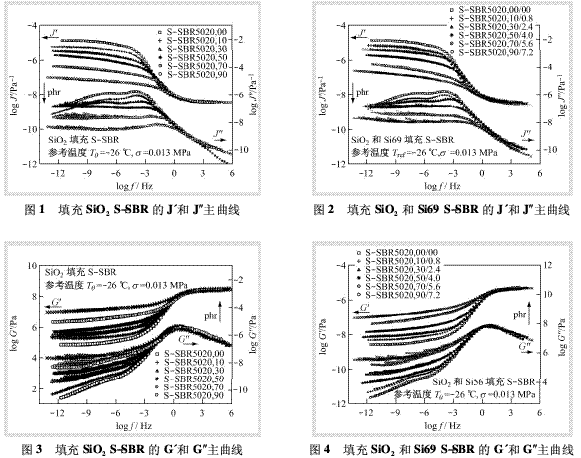
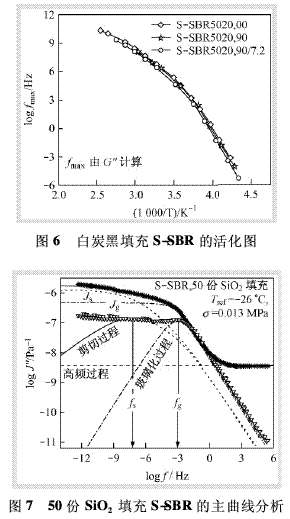
在-50℃~120℃之间的不同温度下对S-SBR试样进行了等温频率扫描,测定复数剪切柔量的实数分量和虚数分量(J’和J″。)按时温等效原理在频率轴上移动进行测试,以获取主曲线。为了减少移动过程中的误差,选择参考温度Tref=-26.25℃,这是因为该温度处于玻璃化转变区的中间。在有、无Si69的情况下,复数剪切柔量(J*=J’-iJ″)和复数剪切模量(G*=1/J*)的主曲线分别示于图1~4。由这些图清楚可见,随着白炭黑用量的提高,J’和J″下降(图1和图2),而G’和G″的变化趋势则与之相反(图3和图4)。此外,J’、J″和G’、G″的值并不受白炭黑是否经硅烷改性的影响。这可能是因为S-SBR与白炭黑的混合及相互作用较好,从图5的TEM照片也可看出这一点。另一方面,当SiO2在用量70份以下时,在白炭黑中加入Si69会使复数柔量值增大,即胶料变软。这可能是由于白炭黑经Si69硅烷化后,表面能下降,从而大幅度减少了填料网络。与此同时,由于填料表面与聚合物的偶联反应,结合橡胶的含量增大。尽管由于填料网络大幅减少,胶料的总体黏度可能要低于未硅烷化胶料的黏度,但另一方面,这在混炼过程中能防止填料聚集。由G″确定的一些S-SBR试样的玻璃化过程活化曲线示于图6。该图表明,玻璃化过程的活化行为基本上不受硅烷改性的影响。但是,令人感兴趣的是,尽管硅烷改性白炭黑对高填充试样玻璃化过程的△J有影响,但玻璃化过程中的分子动态特性之间几乎没有差别。DSC分析也获得了同样的结果,所有试样的玻璃化转变温度几乎相同,即Tg≈-35℃。
纯S-SBR、含30份SiO2(有、无Si69)胶料的照片分别见图5。照片中的黑色部分代表SiO2粒子和纯试样中的ZnO。这些照片清楚表明,由于白炭黑与S-SBR基质之间的相互作用,白炭黑的分散良好。另外,有、无Si69的白炭黑填充试样之间几乎没有差别。这些研究证实了力学测试结果,因为加入Si69后只发现有较小的差别。
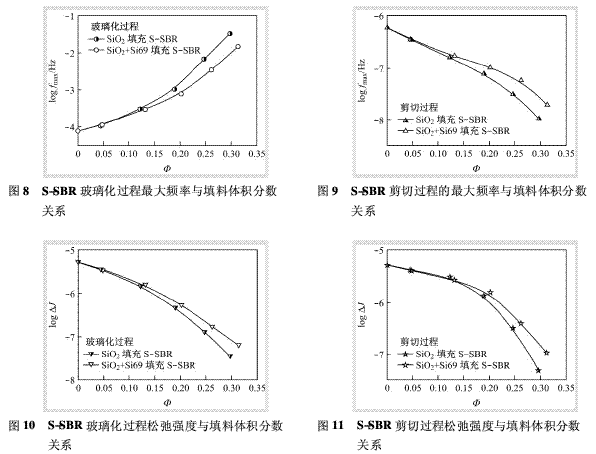
采用Cole-Cole方法将主曲线分解成玻璃化过程和低频过程或剪切过程(图7)。有研究认为,剪切过程与暂时缠结的滑动有关。玻璃化过程和剪切过程的最大频率fmax和松弛强度△J与填料体积分数的关系示于图8~图11。
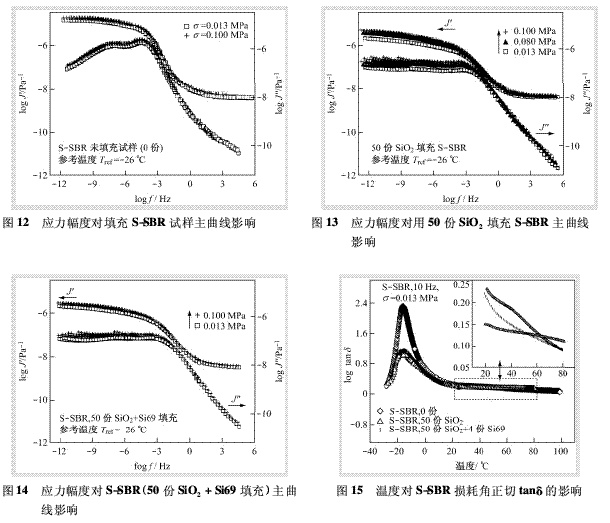
由图8和图9可以看出,随着白炭黑含量的增加,玻璃化过程的fmax向高频方向移动,而剪切过程则随填料含量的增加向较低频方向移动。含Si69胶料的玻璃化过程的fmax值比不含Si69胶的低,而含Si69试样的剪切过程的fmax较高。
玻璃化过程和剪切过程的松弛强度△J示于图10和图11,随着填料含量的增加,△J都下降。此外,改性试样的松弛强度高于不含Si69的试样。
从图12中的J’和J″的主曲线可以看出,随着应变幅度的提高,未填充橡胶试样的J’和J″对应的值没有明显变化。1950年Warring已观察到这一现象,后来Payne对此进行了深入的研究,之后人们将该效应命名为Payne效应。随着填料用量的增加,Payne效应呈指数增大趋势,而且Payne认为随着应力幅度的增大,J’和J″增大是由于填料网络被破坏的缘故。人们认为,随着应力幅度的增大,填料网络破坏后会将吸留的橡胶释放,致使有效填料体积分数减小,从而使J’和J″增大。
未填充和填充S-SBR试样的tanδ的温度相关性示于图15。由图清楚可见,-15℃处的吸收峰对应于玻璃化松弛过程。温度足够高时,布朗运动相当快,使分子可以快速随动态应力调节。此时,材料就进入所谓的橡胶区,能耗较低。
由图15加入白炭黑后的结果可看出,不同温度区域的填充效应由不同的机理控制着。似乎在转变区靠近tanδ峰的温度下,能量输入一定时,含有白炭黑时tanδ的值较低。这可能是因为硫化胶中每一链段的聚合物分数减少了,同时,聚合物中单个实心填料粒子可能不会吸收大量的能量,这一解释对于转变区的tanδ是适用的。在高温下,加入填料后滞后损失发生轻微变化。橡胶配合研究表明,当相同体积分数的填料加入到相同的聚合物体系中时,结构和表面特性不同的填料对滞后温度依赖性的响应不同。10 Hz下的tanδ的温度依赖性曾被用作开发轮胎胶料的指标。能满足高性能轮胎要求的理想材料在50℃~80℃的温度范围内应具有较低的tanδ以降低滚动阻力、节约能源。为了拥有较好的耐滑移性能和湿路面抓着性,在低温下(-20℃~0℃)胶料还应有较高的滞后tanδ。文中所研究的填充S-SBR试样可以满足这些要求(见图15所示)。
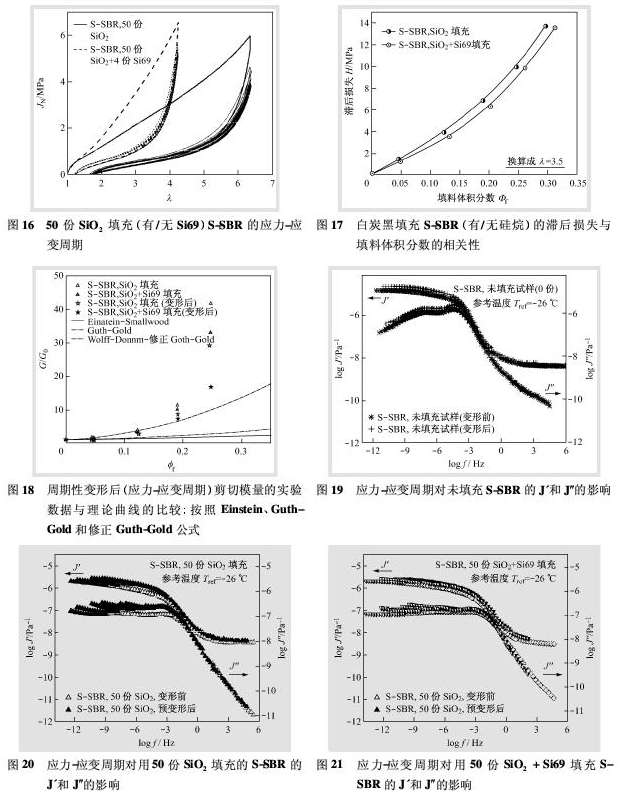
对所有S-SBR试样都进行了应力软化或周期性变形试验,最多为10次,最大变形为拉断伸长率的80%。滞后曲线的实例示于图16。在第一次和随后的几次变形过程中都产生了应力软化(Mullins效应)。由于周期性变形破坏了不稳定的填料与填料和填料与基质的相互作用,之后,经过几个周期便达到了稳定的状态,再增加应力-应变循环对力学性能不再有影响。观察到许多类型的填充橡胶都存在着应力软化效应。滞后损失(Hy)定义为在周期性变形过程中所消耗的能量,是试样被拉伸到某一程度后再回缩到未拉伸状态时的面积W1(拉伸过程中所做的功)和W2(回缩过程中所做的功):
Hy=W1-W2(1)
由于Si69提高了填料-基质的相互作用的程度,所以含Si69试样的滞后损失要比不含Si69的试样的小,如图16所示。从图17可以看出,随着填料体积分数的增大,滞后损失Hy呈指数级增大趋势,这可能是由填料-填料和橡胶-填料键被破坏,产生了能量耗散所造成的。此外,含有Si69试样的Hy比不含Si69试样的小,这可能是由于加入Si69后填料-聚合物相互作用增大的缘故。
所有试样在周期性变形前后的剪切模量随填料体积分数不同发生的变化示于图18。对周期性变形前后的模量值进行比较发现,变形后模量值减小。Payne对由变形造成的剪切模量下降进行了深入研究,之后人们将该效应命名为Payne效应。Payne认为,这种模量下降是由于应变破坏了填料-填料结合键。另外,吸留或固定在填料网络或聚集中的橡胶至少部分处于“死”态,丧失了其弹性特征而更像是填料。如此形成的填料网络,承载应力的聚合物有效体积减少,导致模量增大,而模量主要受填料用量的影响。变形致使填料网络破坏,将吸留的橡胶释放了出来,降低了有效的填料体积分数,从而使模量下降。这一观察到的结果可以由填料有效体积随填料用量的变化及其对应变的依赖性得到验证。
在应力-应变周期性实验结束后立即测量J’和J″,结果示于图19~21。从这些图可以看出,尽管变形不会改变未填充试样的J’和J″值,但填充橡胶的值增大。1950年Payne观察到这一现象,如前所述,在较高应力幅度下的结果证实了这一现象。此外,与不含Si69的试样相比,由Si69对白炭黑进行表面改性的试样要软一些,这可能是因为白炭黑硅烷化后高极性的硅烷醇基团数量减少,而且填料表面与聚合物间的偶联反应增加了结合橡胶的含量之故。硅烷化还能阻止填料聚集体的聚集,胶料的总体黏度要低于未硅烷化的胶料,因为填料网络大幅减少了。
3·结论[1]
研究了白炭黑和Si69硅烷化白炭黑对S-SBR动态力学性能的影响,发现随着两类白炭黑用量的增加,复数剪切柔量J*下降,复数剪切模量G*增大。此外,用量在70份以下时白炭黑硅烷化对这些值无甚影响。
1)从动态机械实验获取的主曲线被分解成玻璃化过程和低频过程(或剪切过程)。注意到,玻璃化过程的活化行为几乎不受填料或其硅烷化改性的影响。
2)研究了提高应力幅度对S-SBR复数剪切柔量J*的影响,发现只有填充试样的J*值增大。以前Payne发现了该效应,并将其归因于填料网络的破坏。
3)还研究了tanδ与温度的相关性。温度接近tanδ峰值时(约-20℃),加入白炭黑降低了tanδ,而在较高温度下(50℃~80℃)tanδ变化则较小。
4)研究了应力软化对动态力学性能的影响,发现只有填充试样的J*值增大。较大应力幅度下的结果证实了这一点。
参考文献:
[1]Ward A A,Yahia A A,Bishai A M,et al.Dynam-ic-mechanical properties of solution SBR loadedwith silica[J].Kautschuk Gummi Kun st stoffe,2008,11:569-575.[责任编辑:朱胤]